Klasifikacija ED bakrene folije:
1. Prema performansama, ED bakrena folija može se podijeliti u četiri tipa: STD, HD, HTE i ANN
2. Prema površinskim tačkama,ED bakrena folijaMože se podijeliti u četiri vrste: bez površinske obrade i bez sprječavanja hrđe, površinska obrada protiv korozije, jednostrana obrada protiv korozije i dvostruka obrada sprječavanja korozije.
Iz smjera debljine, nominalna debljina manja od 12μm je tanka elektrolitička bakrena folija. Da bi se izbjegle greške u mjerenju debljine, težina po jedinici površine izražava se kao univerzalna elektrolitička bakrena folija od 18 i 35μm, čija pojedinačna težina odgovara 153 i 305g/m2. Standardi kvaliteta ED bakrene folije uključuju čistoću elektrolitičke bakrene folije, otpornost, čvrstoću, izduženje, sposobnost zavarivanja, poroznost, hrapavost površine itd.
3.ED bakrena folijamože se podijeliti na proizvodni proces pripreme elektrolitičkog rastvora, elektrolizu i naknadnu obradu prema tehnologiji proizvodnje elektrolitičke bakrene folije.
Priprema elektrolita:
Prvo se u rezervoar za odmašćivanje stavlja materijal bakra čistoće veće od 99,8% u rastvoreni bakar; zatim se kuva sa sumpornom kiselinom uz miješanje i dobija se rastvoreni bakar sulfat. Bakar sulfat se stavlja u rezervoar kada koncentracija dostigne potrebnu vrijednost. Rastvor će cirkulisati kroz cjevovod, rezervoar pumpe i Unicom ćeliju. Nakon što se cirkulacija rastvora stabilizuje, on može napajati elektrolitsku ćeliju. Elektrolitu je potrebno dodati odgovarajuću količinu surfaktanta kako bi se osigurale vrijednosti čestica bakra, orijentacija kristala, hrapavost, poroznost i drugi pokazatelji.
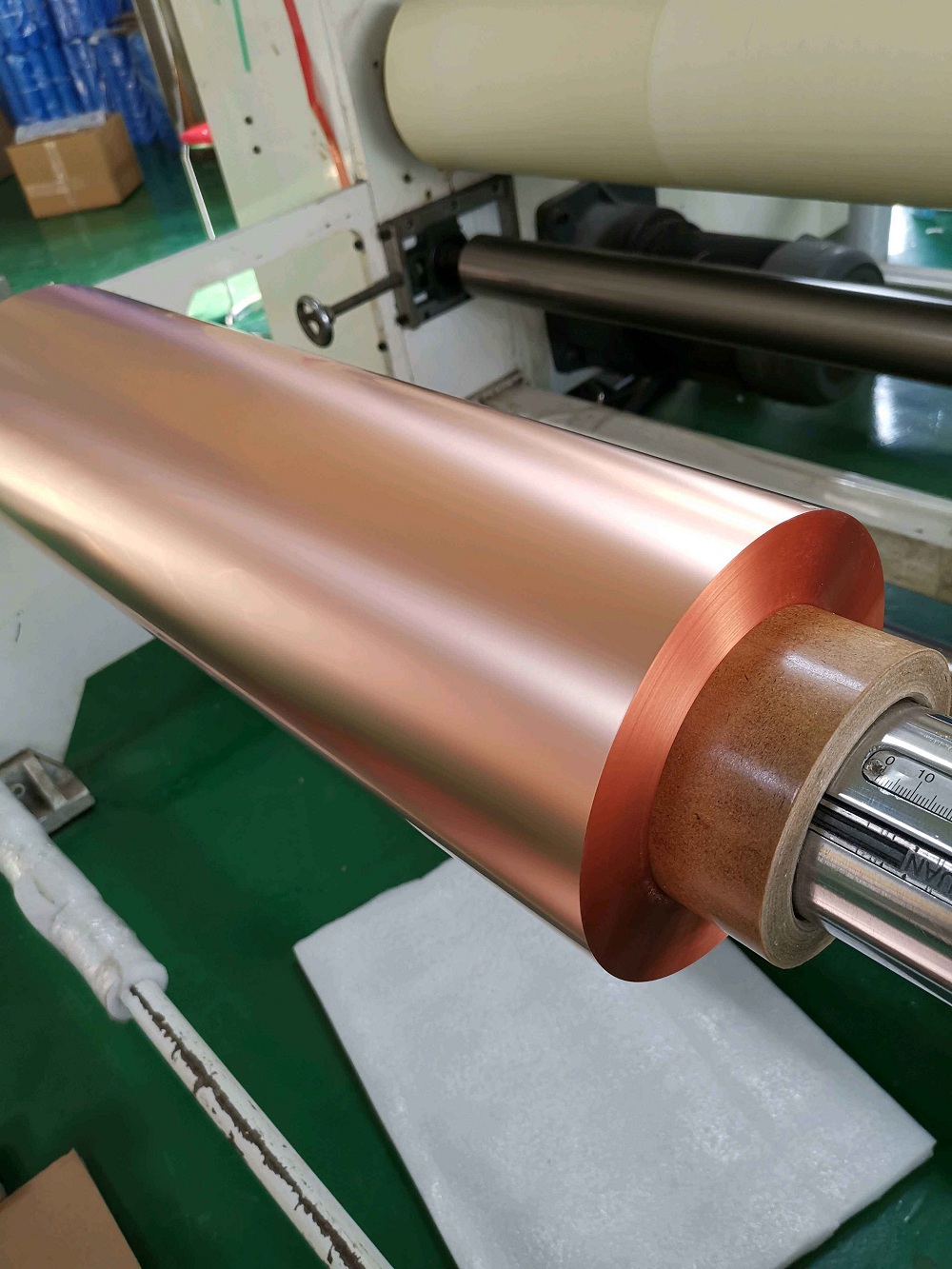
Proces elektroda i elektrolize
Katoda za elektrolizu je rotirajući bubanj, nazvan katodni valjak. Također može koristiti dostupnu mobilnu metalnu traku bez glave kao katodu. Počinje se taložiti na bakarnu katodu nakon uključivanja napajanja. Stoga, širina kotača i trake određuje širinu elektrolitičke bakarne folije; a brzina rotacije ili kretanja određuje debljinu elektrolitičke bakarne folije. Bakar taložen na katodi se kontinuirano ljušti, čisti, suši, reže, namotava i testira nakon tretmana koji se šalje uspješnim podnosiocima zahtjeva. Anoda za elektrolizu je nerastvorljiva u olovu ili leguri olova.
 Parametar procesa nije povezan samo s brzinom elektrolize katode, već i s rastvorom elektrolita, odnosno koncentracijom, temperaturom i gustoćom struje katode tokom elektrolize.
Parametar procesa nije povezan samo s brzinom elektrolize katode, već i s rastvorom elektrolita, odnosno koncentracijom, temperaturom i gustoćom struje katode tokom elektrolize.
Vrtenje titanskog katodnog valjka:
Zbog visoke hemijske stabilnosti i visoke čvrstoće, titan se lako ljušti sa površine valjka i ima nisku poroznost zbog elektrolitičke bakrene folije. Titanijumska katoda u elektrolitičkom procesu proizvodi pasivni fenomen, stoga je potrebno redovno čišćenje, brušenje, poliranje, nikl i hrom. Inhibitori korozije, kao što su nitro ili azotni aromatični ili alifatski spojevi, također se mogu dodati u elektrolit, što usporava brzinu pasivizacije titanijumske katode. Također, neke kompanije koriste katodu od nehrđajućeg čelika kako bi smanjile troškove.
Vrijeme objave: 09.01.2022.